























Red biotechnology is the branch of biotechnology focused on medicine and human health. It includes the use of living systems, cells and biomolecules to prevent, diagnose and treat disease through increasingly precise and advanced therapeutic strategies.
It is one of the most visible branches of biotechnology because it directly shapes vaccines, biologic drugs, molecular diagnostics, regenerative medicine and advanced therapies such as gene and cell therapy. In practical terms, it is where biotechnology most clearly becomes healthcare.
Red biotechnology uses biology to improve medicine, making prevention, diagnosis and treatment more targeted and more effective.
What is red biotechnology?
Red biotechnology is the area of biotechnology applied to medicine and healthcare. It focuses on developing products and techniques that use biological systems to improve human health, including vaccines, therapeutics, molecular diagnostics and regenerative approaches.
Its name is linked to blood and human life, reflecting its direct relationship with disease prevention, diagnosis and treatment. Whenever biotechnology is used to improve medical outcomes, it generally falls within red biotechnology.
Red biotechnology is the medical face of biotechnology, where biological tools become healthcare solutions.
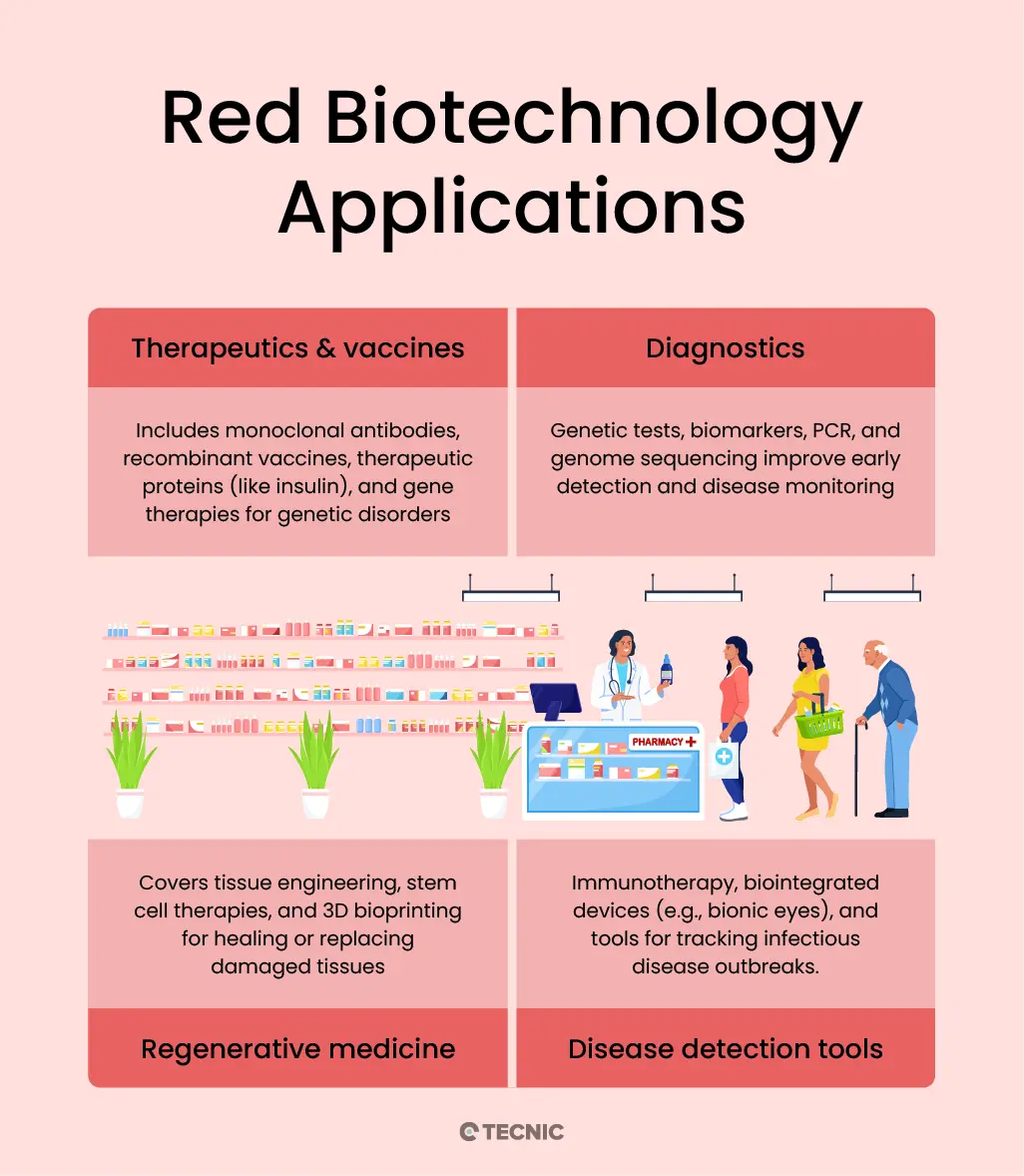
Main applications of red biotechnology
Red biotechnology covers a wide range of clinical and biomedical applications, from prevention and diagnosis to treatment and tissue regeneration.
Includes biologic drugs, recombinant proteins, monoclonal antibodies and modern vaccine platforms.
Includes PCR, biomarker detection, genomic sequencing and other tools for early and precise disease identification.
Includes stem-cell approaches, tissue engineering and biofabrication strategies aimed at repairing damaged tissues.
Includes advanced therapies designed to correct, replace or enhance biological function at cellular or genetic level.
Main tools and technologies in red biotechnology
The field is driven by a set of technologies that have transformed modern medicine by making biological interventions more precise and more powerful.
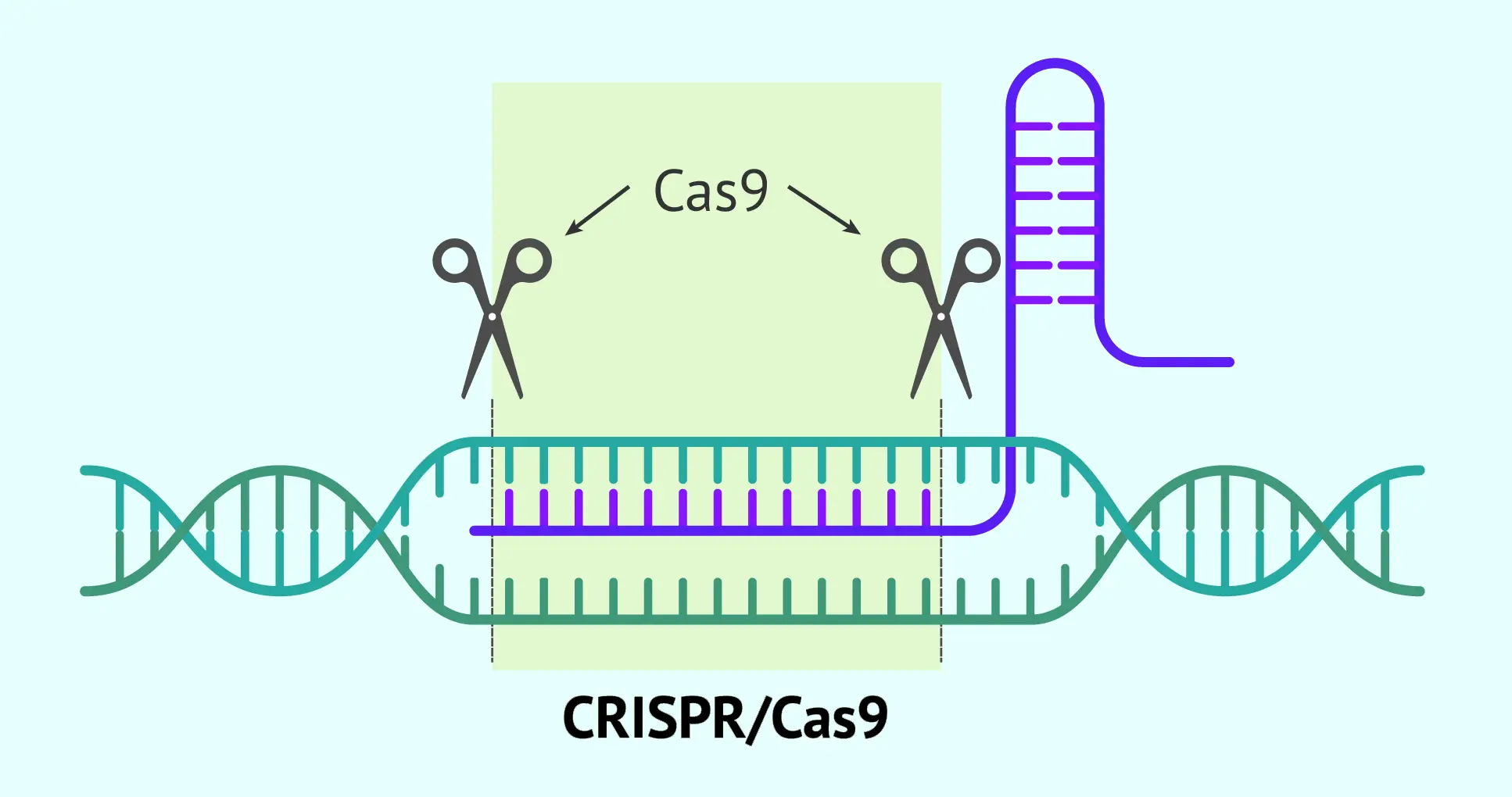
Genetic engineering and molecular biology
Includes recombinant DNA technology, genome editing tools such as CRISPR, and cell-engineering approaches used to create therapeutic products.
Diagnostics and bioinformatics
Includes PCR, sequencing, molecular biomarkers and data-driven analysis that improve detection, patient stratification and treatment decisions.
Red biotechnology advances when biology, engineering and clinical decision-making move together.
Main benefits of red biotechnology for healthcare
Red biotechnology matters because it improves not only what medicine can treat, but also how early disease can be detected and how precisely therapy can be delivered.
The future of red biotechnology
The future of red biotechnology points toward more curative, more personalized and more regenerative forms of medicine. Gene therapies, cell therapies, AI-supported diagnostics and tissue-engineering advances are likely to keep expanding what healthcare can do.
At the same time, the field will continue to face important questions around cost, access, ethics, long-term safety and regulatory harmonization. Its future is promising, but it also depends on how responsibly these technologies are scaled and delivered.
Red biotechnology is one of the strongest drivers of future medicine, but its impact depends on making advanced therapies both effective and accessible.
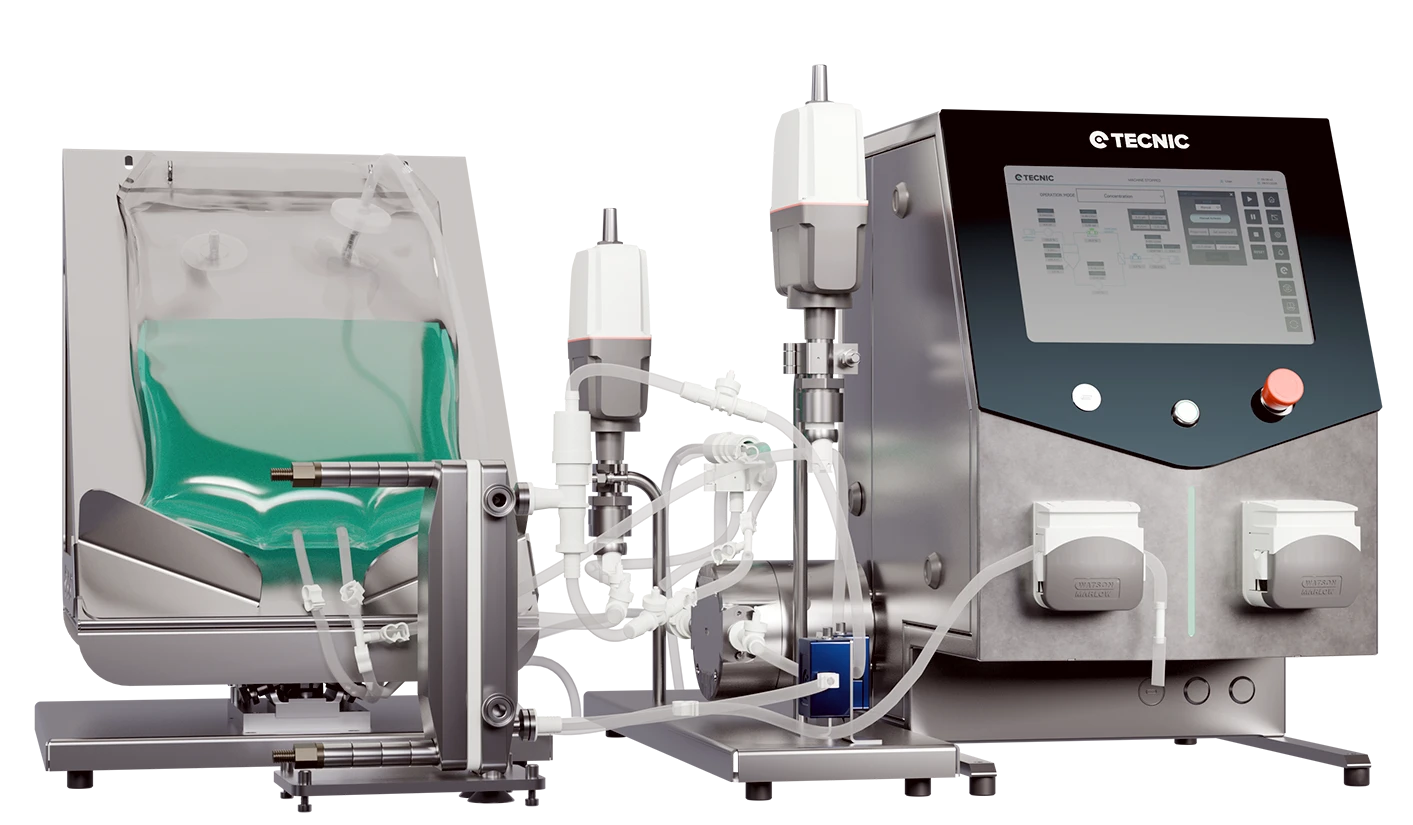
How TECNIC fits this workflow
TECNIC fits this topic directly because red biotechnology depends on controlled bioprocessing, from cell expansion and biologic production to downstream concentration and GMP-ready workflows. Medical innovation only becomes real healthcare when it can be manufactured reproducibly.
Bioreactors
Relevant for controlled upstream development in biologics, vaccines and advanced therapy manufacturing.
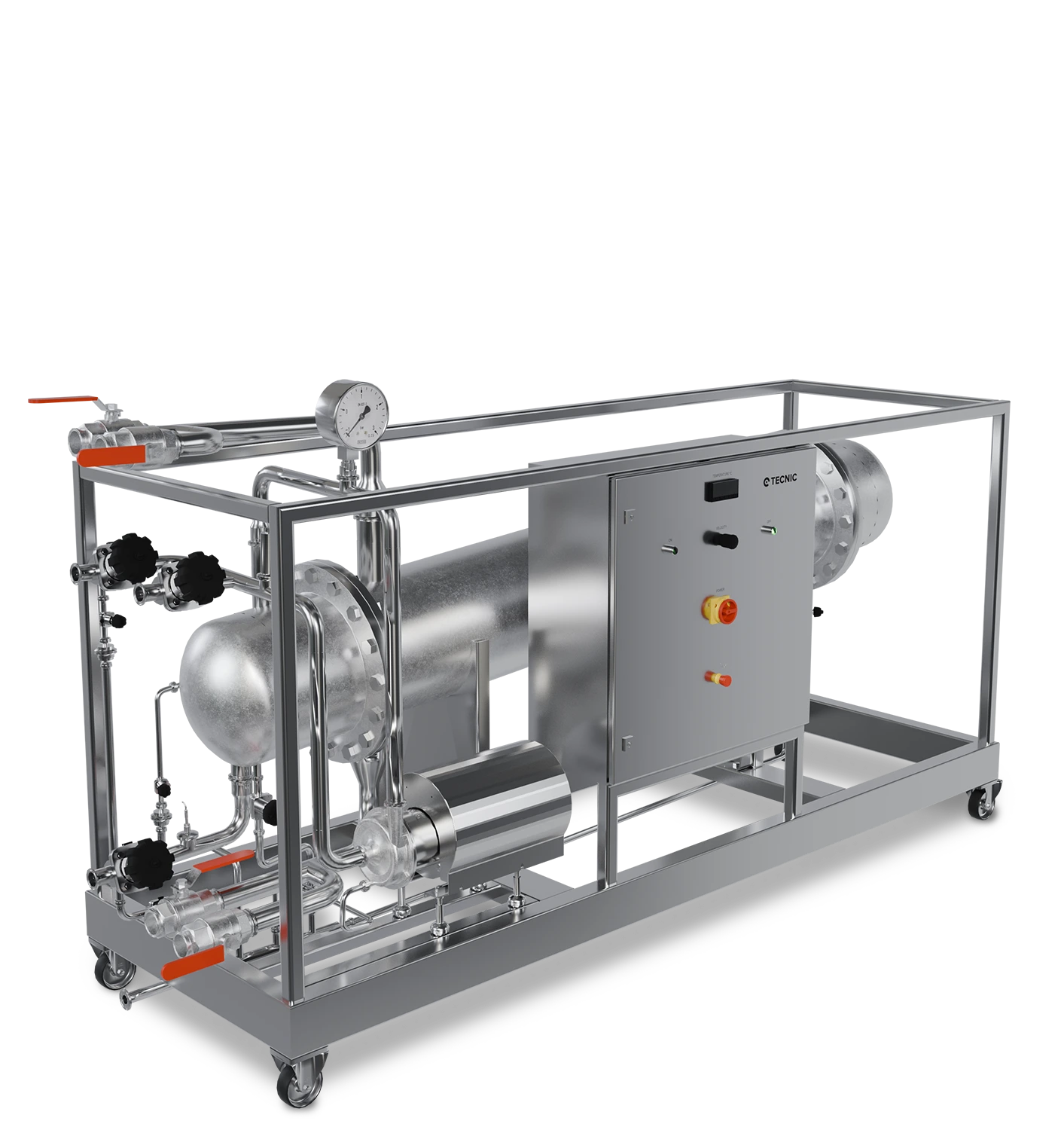
TFF systems
Relevant for downstream concentration, diafiltration and purification support in red biotechnology workflows.
Cell and gene therapy context
Red biotechnology connects naturally with the broader advanced-therapy field already reflected in TECNIC content.
Contact TECNIC
When healthcare biotechnology projects need stronger process control and scale-up logic, direct technical discussion becomes more useful than theory alone.
This article works best when red biotechnology is framed as the healthcare branch that links scientific discovery with real therapeutic manufacturing.
Frequently asked questions
What is red biotechnology?
It is the branch of biotechnology applied to medicine and human healthcare.
What is red biotechnology used for?
It is used for vaccines, biologic drugs, diagnostics, regenerative medicine and advanced cell and gene therapies.
Why is red biotechnology important?
Because it improves diagnosis, enables more targeted treatments and expands the possibilities of modern medicine.
Is red biotechnology the same as medical biotechnology?
In practice, yes. Red biotechnology generally refers to biotechnology focused on medicine and healthcare.
What is the future of red biotechnology?
Its future includes more advanced gene and cell therapies, better diagnostics, regenerative medicine and more personalized treatment strategies.
Exploring how healthcare biotechnology connects with scalable bioprocessing and advanced therapies?
Explore TECNIC’s bioprocess solutions or speak with our team to review the right setup for controlled red biotechnology workflows.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}